壁破裂,这种缺陷一般出现在方筒角部附近的侧壁,凹模圆角半径附近。在模具设计阶段,一般难以预料。破裂形状如图1所示,即倒W字形,在其上方出现与拉深方向呈45°的交叉网格。交叉网格象用划线针划过一样,当寻找壁破裂产生原因时,如不注意,往往会看漏。它是一种原因比较清楚而又少见的疵病。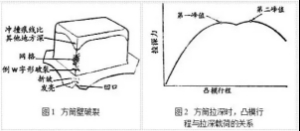
方筒拉深,直边部和角部变形不均匀。随着拉深的进行,板厚只在角部增加。从而,研磨了的压边圈,压边力集中于角部,同时,也促进了加工硬化。为此,弯曲和变直中所需要的力就增大,拉深载荷集中于角部,这种拉深的行程载荷曲线如图2所示,载荷峰值出现两次。
第一峰值与拉深破裂相对应,第二峰值与壁破裂相对应。就平均载荷而言,第一峰值最高。就角部来说,在加工后期由于拉深载荷明显地向角部集中,在第二峰值就往往出现壁破裂。
与碳素钢板(软钢板)相比较,18—8系列不锈钢由于加工硬化严重,容易发生壁破裂。即使拉深象圆筒那样的均匀的产品,往往也会发生壁破裂。
原因及消除方法
(1)制品形状
① 拉深深度过深。
由于该缺陷是在深拉深时产生的,如将拉深深度降低即可解决。但是必须按图纸尺寸要求进行拉深时,用其他方法解决的例子也很多。
② rd、rc过小。
由于该缺陷是在方筒角部半径(rc)过小时发生的,所以就应增大rc。凹模圆角半径(rd)小而进行深拉深时,也有产生壁破裂的危险。如果产生破裂,就要好好研磨(rd),将其加大。
(2)冲压条件
① 压边力过大。
只要不起皱,就可降低压边力。如果起皱是引起破裂的原因,则降低压边力必须慎重。如果在整个凸缘上发生薄薄的折皱,又还在破裂地方发亮,那就可能是由于缓冲销高度没有加工好,模具精度差,压力机精度低,压边圈的平行度不好及发生撞击等局部原因。必须采取相应措施。
是否存在上述因素,可以通过撞击痕迹来加以判断,如果撞击痕迹正常,形状就整齐,如果不整齐,则表明某处一定有问题。
② 润滑不良。
加工油的选择非常重要。区别润滑油是否合适的方法,是当将制品从模具内取出来时,如果制品温度高到不能用手触摸的程度,就必须重新考虑润滑油的选择和润滑方法。
在拉深过程中,最重要的因素之一是不能将润滑油的油膜破裂。凸模侧壁温度上升而使材料软化,是引起故障的原因。
因此,在进行深拉深时,要尽量减少拉深引起的磨擦,另外,还需要同时考虑积极的冷却方案。
③ 毛坯形状不当。
根据经验,在试拉深阶段产生壁破裂时,只要改变毛坯形状,就可消除缺陷,这种实例非常多。
拉深方筒时,首先使用方形毛坯进行拉深,rd部位如果产生破裂,就对毛坯四角进行切角。
在此阶段,如果发生倒W字形破裂和网格疵病,则表示四角的切角量过大。切角的形状,如拉深时凸缘四角产生凹口,只要切角量适当减小一些,就可消除,同时还可制止破裂。
④ 定位不良。
切角量即使合适,但如毛坯定位不正确,就会象切角过大那样,仍要产生破裂。另外,当批量生产时,使用三点定位装置时,定位全凭操作者的手感,这时往往会产生壁破裂。
⑤ 缓冲销接触不良。
只要将缓冲销的长度作适当调整,缺陷即可消除。
(3)模具问题
① 模具表面粗糙和接触不良。
在研磨凹模面提高表面光洁度的同时,还要达到不形成集中载荷的配合状态。
② 模具的平行度、垂直度误差。
进行深拉深时,由于模具的高度增加,所以凸模或凹模的垂直度、平行度就差,当接近下死点时,由于配合和间隙方面的变化,就成为破裂的原因。因此,模具制作完毕之后,必须检查其平行度和垂直度。
③ 拉深筋的位置和形状不好。
削弱方筒拉深时角部的拉深筋的作用。
(4)材料
① 拉伸强度不够。
② 晶粒过大,容易产生壁部裂纹,故应减小材料之晶粒。
③ 变形极限不足,因此要换成r值大的材料。
④ 增加板材厚度,进行试拉深。
 标签:
标签: